I. ESPECIFICAÇÃO DE TUBULAÇÃO
Testador de correntes parasitas para juntas de solda em tubos redondos de aço carbono.
A linha de solda deve permanecer reta e na posição das 12 horas..
Para testes em tubos cilíndricos com sonda setorial, utiliza-se uma sonda para cada diâmetro externo do tubo. A quantidade de sondas deve ser confirmada antes da realização do pedido, de acordo com o diâmetro externo do tubo.
Para testes em tubos quadrados ou retangulares com sonda plana, que podem utilizar uma única sonda, recomenda-se a compra de duas sondas: uma para o teste e outra como reserva.
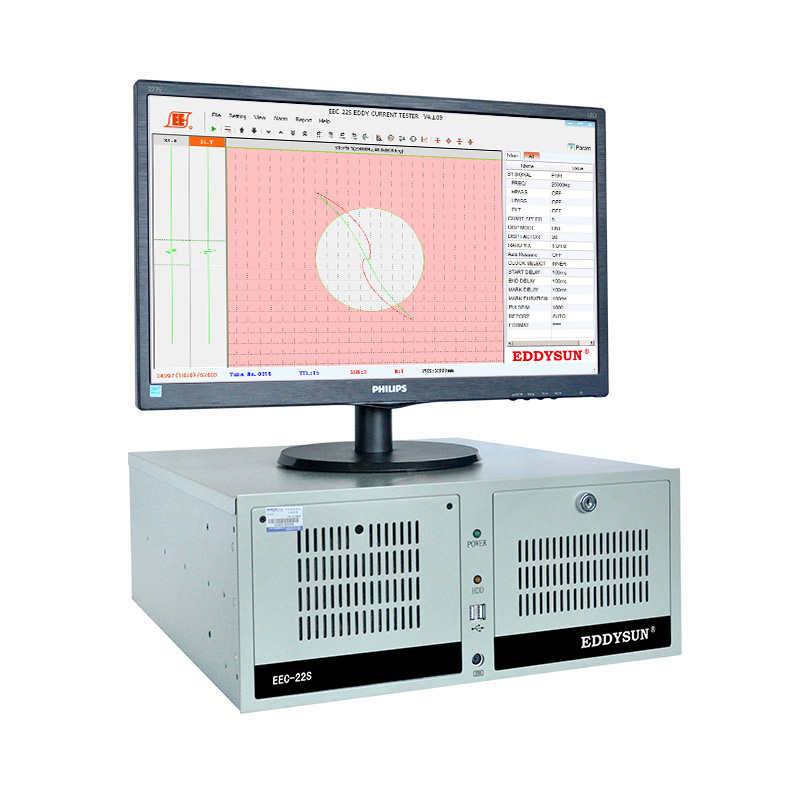
II. SISTEMA ECT
INFORMAÇÕES TÉCNICAS DO INSTRUMENTO ECT
Parâmetros ECT | |||
Freqüência | 2 frequências de acionamento | Filtro passa-alta | 0-500 Hz |
Canal | 2 canais | Filtro passa-baixa | 10-10000 Hz |
Velocidade máxima | 150 m/min | Filtro Digital | 1-100 |
Faixa de frequência | 64 Hz-5 MHz | Atraso de início/fim | 0-32S |
Fase | 0-359° em incrementos de 1° | Atraso de marca | 0-200S |
Ganho | 0-90 dB em incrementos de 0,5 dB | Duração da marca | 10ms-32000ms |
Modo de exibição | vários modos de exibição | Relógio | Interior/Exterior |
Relação ganho (Y/X) | 0,1-10 | Fonte de energia | CA 220V/110V |
Funções principais | |||
Alarme | O contador de alarmes pode ser configurado de acordo com diferentes níveis de gravidade do defeito (ou seja, amplitude do defeito). | ||
Predefinição de parâmetros | As configurações de inspeção para diferentes aplicações podem ser armazenadas em arquivos e acessadas facilmente quando necessário. | ||
Relatório | Os relatórios podem ser armazenados automaticamente ou manualmente. Todos os relatórios são armazenados no computador de correntes parasitas, que possui uma capacidade total de disco de aproximadamente 500 GB. Com o encoder, a posição do defeito pode ser localizada com maior precisão. O relatório estatístico em Excel mostrará o número total de alarmes. | ||
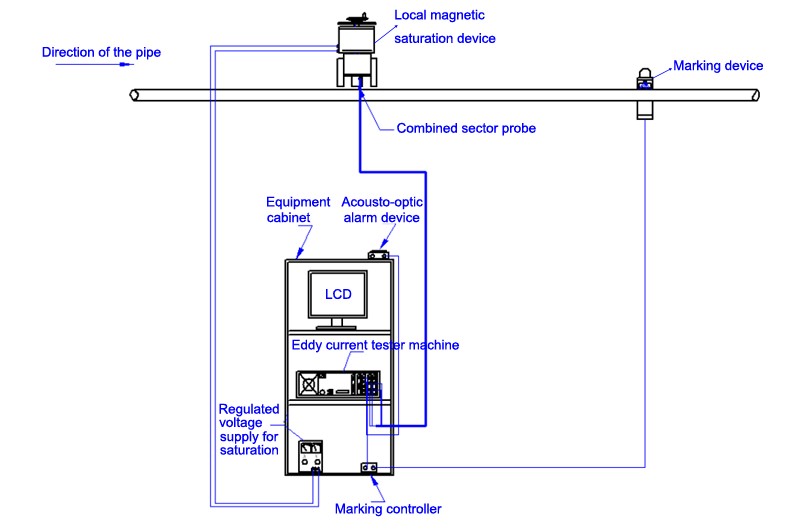
Instalação | |||
Instalação | O saturador deve ser instalado em uma posição bem distante da serra voadora. após o tanque de resfriamento a água e antes do dimensionamentoe a rebarba externa do tubo (se houver) deve ser removida. Deve-se reservar espaço para o saturador magnético. O dispositivo de marcação deve ser instalado após todos os rolos e antes do corte. O codificador deve ser instalado para obter a posição exata da marcação e calcular o comprimento exato do tubo para o relatório. | ||
SATURADOR MAGNÉTICO LOCAL
Após o processamento (como trefilação a frio, tratamento térmico, extrusão rotativa e junção, etc.), o interior do material ferromagnético apresenta uma não uniformidade magnética evidente. Como o sinal de ruído causado pela não uniformidade do magnetismo é maior que o sinal de resposta do defeito, torna-se difícil detectar o defeito. Portanto, é necessário utilizar um dispositivo de saturação magnética para suprimir o sinal de ruído do ferromagnetismo e melhorar a sensibilidade do teste e a profundidade de penetração da corrente elétrica.

SONDA COMBINADA
A sonda combinada reúne em um só dispositivo tanto a bobina diferencial quanto a bobina absoluta. Ela pode ser usada como duas sondas (uma diferencial e uma absoluta) e é capaz de detectar diversos tipos de defeitos, permitindo testes eficientes e abrangentes, como defeitos longitudinais e transversais, defeitos de mudança abrupta e defeitos de mudança lenta.
A manga guia é usada para direcionar o tubo de forma estável através do centro da sonda e para garantir a saturação magnética adequada do tubo. Os usuários também podem fabricar a manga guia por conta própria.


CODIFICADOR COM SUPORTE

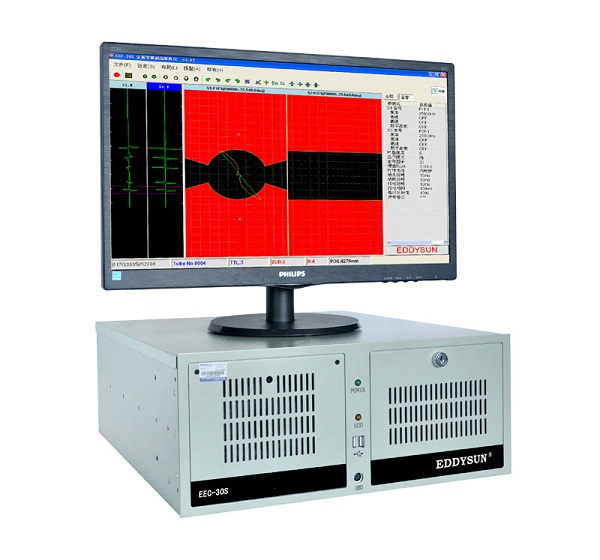
GABINETE DE INSTRUMENTOS

Para inspeção de soldagem de tubos, inspeção de tubos on-line/off-line, inspeção de barras, inspeção de fios e assim por diante. Trabalhando com diferentes sondas e acessórios, esta máquina pode realizar diferentes funções. Por exemplo, com dispositivo de saturação, pode ser utilizado para inspeção de materiais ferromagnéticos; com sondas de soldagem especiais, pode ser usado para testar a qualidade da soldagem on-line ou manualmente.
SABER MAIS
A inspeção de fábrica de tubos EEC-30S ECT pode ser usada para inspeção de tubos on-line/off-line, inspeção de barras, fio inspeção e assim por diante. Projetado com 2 canais, este instrumento pode obter sinais diferenciais e absolutos ao mesmo tempo. Trabalhando com diferentes sondas e acessórios, esta máquina pode realizar diferentes funções. Por exemplo, com dispositivo de saturação, pode ser utilizado para inspeção de materiais ferromagnéticos; com sondas de soldagem especiais, pode ser usado para testar a qualidade da soldagem on-line ou manualmente.
SABER MAISQuer receber as últimas atualizações! Cadastre-se gratuitamente.